作者:藍牙裝備 添加時間:2017-10-26 瀏覽:669 次
在數控車方機的車削作業中��,程序貫穿整個零件的加工過程�����。由于每個人的加工方法不同�,編制加工程序也各不相同��,但最終的目的是為了提高數控車方機的生產效率��,因此對于選擇最合理的加工路線顯得尤為重要���。本文將從確定走刀路線�、選擇合適的G命令等細節出發,分析在數控車削中程序的編制方法�����。
一����、分析零件圖樣
分析零件圖樣是工藝準備中的首要工作�,直接影響零件的編制及加工結果��。主要包括以下幾項內容:
分析加工輪廓的幾何條件:主要目的是針對圖樣上不清楚尺寸及封閉的尺寸鏈進行處理���。
分析零件圖樣上的尺寸公差要求���,以確定控制其尺寸精度的加工工藝�,如刀具的選擇及切削用量的確定等�����。
分析形狀和位置公差要求:對于數控切削加工中�����,零件的形狀和位置誤差主要受機床機械運動副精度的影響�。在車削中����,如沿Z坐標軸運動的方向與其主軸軸線不平形時���,則無法保證圓柱度這一形狀公差要求����;又如沿X坐標軸運動的方向與其主軸軸線不垂直時����,則無法保證垂直度這一位置公差要求����。因此�����,進行編程前要考慮進行技術處理的有關方案��。
分析零件的表面粗糙度要求���,材料與熱處理要求���,毛坯的要求�,件數的要求也是對工序安排及走刀路線的確定等都是不可忽視的參數�。
二��、合理確定走刀路線�����,并使其最短
確定走刀路線的工作是加工程序編制的重點����,由于精加工切削程序走刀路線基本上都是沿其零件輪廓順序進行的�����,因此主要內容是確定粗加工及空行程的走刀路線�。走刀路線泛指刀具從對刀點開始運動起����,直到返回該點并結束加工程序所經過的路徑���。包括切削加工的路徑及刀具引入�、切出等非切削空行程�。使走刀路線最短可以節省整個加工過程的執行時間�,還能減少一些不必要的刀具消耗及機床進給機構滑動部件的磨損���。下圖1所示為三種車錐方法��,用矩形循環命令進行加工����,來分析一下走刀路線合理確定��。
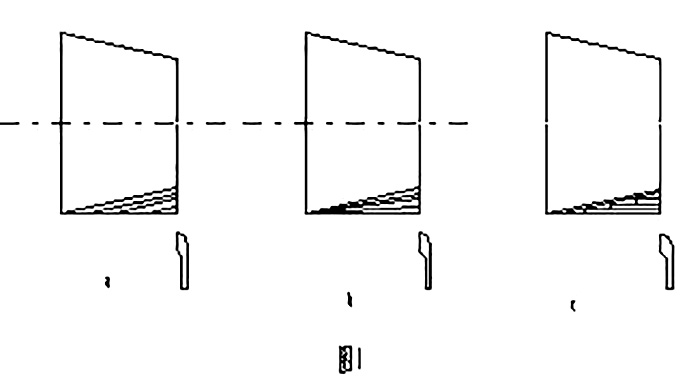
圖1a為平行車錐法�,這種方法是每次進刀后�����,車刀移動軌跡平行于錐體母線����,隨著每次進刀吃刀����,Z相尺寸按一定比例增加����,與普車加工錐體方法相同���,使初學者易懂���。Z向尺寸的計算方法是按公式C=D-d/L得出���。若C為1:10����,含義是直徑X上去除1毫米����,長度Z上增加10毫米����。按該比例可以很簡單的進行編程�,并且可以保證每一次車削的余量相同使切削均勻��。圖1b為改變錐角車錐法���,是隨著每一次X向進刀�,保持Z向尺寸為圖紙尺寸,每一刀都改變了錐角的大小�����,只有最后一刀是圖紙要求的錐角大小����。這種車錐法可以不必進行每次Z向尺寸的計算�,但在加工中由于Z向尺寸相同��,使加工路線較長����,同時切削余量不均勻��,影響工件的表面尺寸和粗糙度����,一般適合于錐面較短���,余量不大的錐體中�����。圖1c為階臺加工錐體法���,這種加工法是每一次走刀軌跡平行于工件的軸線�,加工出許多小的階臺�,最后一刀車刀沿錐體斜面進行走刀��,這種加工方法要先做1:1比例圖���,否則易車廢工件�,由于是臺階狀�����,所以余量不均勻�����,影響錐面加工質量����。
顯然��,上述三種切削路線中�,如果起刀點相同����,則平行法車錐體路線最合理�,生產中常用此法進行加工�����。
未完待續�,更多詳情����,敬請撥打我司24小時全國服務熱線400-1866-068垂詢�!






