作者:藍牙裝備 添加時間:2017-11-02 瀏覽:1366 次
在數控車方機的車削作業中����,程序貫穿整個零件的加工過程��。由于每個人的加工方法不同�����,編制加工程序也各不相同�����,但最終的目的是為了提高數控車方機的生產效率��,因此對于選擇最合理的加工路線顯得尤為重要�。本文將從確定走刀路線�、選擇合適的G命令等細節出發,分析在數控車削中程序的編制方法���。
三�����、合理調用G命令使程序段最少
按照每個單獨的幾何要素(即直線�����、斜線和圓弧等)分別編制出相應的加工程序�,其構成加工程序的各條程序即程序段��。在加工程序的編制工作中�����,總是希望以最少的程序段數即可實現對零件的加工����,以使程序簡潔��,減少出錯的幾率及提高編程工作的效率�����。
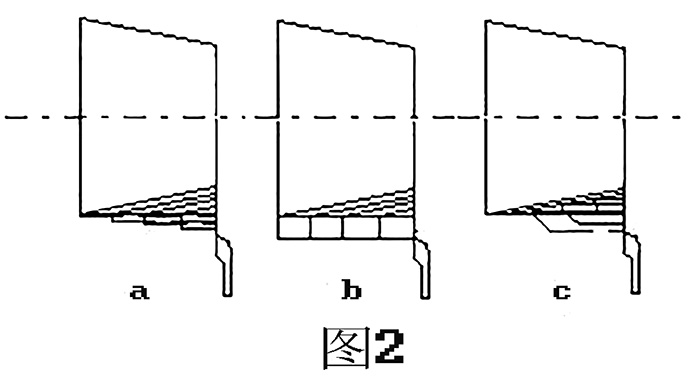
由于數控車方機裝置普遍具有直線和圓弧插補運算的功能�,除了非圓弧曲線外�,程序段數可以由構成零件的幾何要素及由工藝路線確定的各條程序得到���,這時應考慮使程序段最少原則�。選擇合理的G命令��,可以使程序段減少���,但也要兼顧走刀路線最短��。如加工上圖1的零件����,如果毛坯均為棒料��,可以用直線插補命令G01進行編程����,也可以用矩形循環命令G90進行編程�,還可以用復合循環命令G71進行編程�����,都可以加工該工件�。如下圖2所示����,圖2a為用G01命令確定的走刀路線��,與圖2b用G90命令確定路線相同�����,但用G01時編程復雜�����,程序段較多�����,常用于精加工程序中�����。圖2c為用G71式加工路線,首先走矩形循環進給路線�����,最后兩刀走輪廓的得等距線和最終輪廓線��,走刀路線不是很長���,且切削量相同����,切削力均勻����,與G70命令合用還可以使程序編制簡單��,編程時常用�����。如果使用的數控車方機沒有此命令���,應該首先選用G90矩行循環命令進行編程����。所以在編程中要靈活應用���,選用合理的G命令進行程序編制����。
對于非曲線軌跡的加工�,所需主程序段數要在保證其加工精度的條件下�����,進行計算后才能得知�。這時�,一條非圓曲線應按逼近原理劃分成若干個主程序段(大多為直線或圓?��。?��,當能滿足其精度要求時����,所劃分的若干個主程序的段數應為最少���。這樣����,不但可以大大減少計算的工作量�,而且還能減少輸入的時間及內存容量的占有數�。
四���、合理安排“回零”路線
在編制較復雜輪廓的加工程序時��,為使其計算過程盡量簡化�,既不易出錯�,又便于校核���,編程者有時將每一刀加工完后的刀具終點通過執行“回零”指令(即返回對刀點)�,使其全返回對刀點位置�����,然后在執行后續程序��。這樣會增加走刀距離�,降低生產效率���。因此����,在合理安排“回零”路線時���,應使其前一刀終點與后一刀起點間的距離盡量減短����,或者為零���,即滿足走刀路線最短的要求���。
未完待續��,更多詳情���,敬請撥打我司24小時全國服務熱線400-1866-068垂詢����!